
What is the difference between a bolt with rolled threads and one with cut threads and does a fastener with a reduced body and rolled threads meet ASTM specifications?
Threads of a mechanical fastener, regardless of whether it is a headed bolt, rod, or bent bolt, can be produced by either cutting or rolling. The differences, misconceptions, advantages, and disadvantages of each method are described below.
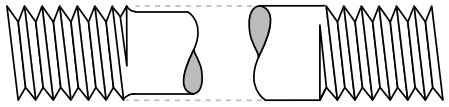
Rolled Threads
Roll threading is a process by which steel is extruded to form the threaded portion of a fastener, instead of being removed as in cut threading. In this process, a bolt is manufactured from a reduced diameter round bar. For example, a 1″ diameter bolt is manufactured from .912″ diameter round bar. This “pitch diameter” material is approximately the midpoint between the major diameter (peaks) and minor diameter (valleys) of the threads. The bolt is “rolled” through a set of threading dies which displaces the steel and forms the threads. The end result is a fastener with a full 1″ diameter threaded portion but a reduced body diameter (.912). Roll threading is an extremely efficient process and often results in significant cost savings. Therefore, Portland Bolt will roll threads whenever possible.
Roll Threading Misconceptions
-
- Roll threaded bolts do not meet ASTM specifications.
Technically, any specification with the exception of A325 and A490 structural bolts can be produced with a reduced body and rolled threads.
-
- A bolt with a reduced body will be weaker than a bolt with a full sized body.
The weakest area of any mechanical fastener is the minor diameter of the threads. The thread dimensions of a cut thread and rolled thread fastener are identical, so the weakest part/minor diameter is the same in both methods. Rolling the threads actually work hardens them, resulting in threads that are typically slightly stronger than their cut-thread counterparts Additionally, cut threading interrupts the natural grain structure of the round bar whereas roll threading reforms it. One could argue that cutting into the grain of a round bar when cut threading may produce threads which have less structural integrity than a part which has been roll threaded. That all said, both methods are acceptable (expect for structural bolts as noted above) and will result in identical thread geometry.
Advantages of Roll Threading
- Significantly shorter labor times means lower costs.
- Because a roll threaded bolt has a smaller body diameter, it weighs less than its full bodied counterpart. This weight reduction reduces the cost of the steel, galvanizing, heat-treating, plating, freight, and any other costs associated with the fastener that are based on weight.
- Cold working makes threads more resistant to damage during handling.
- Rolled threads are often smoother due to the burnishing effect of the rolling operation.
Disadvantages of Roll Threading
- Portland Bolt is limited to a maximum diameter of 1″ and a maximum thread length of 8″.
- The availability of pitch diameter round bar is limited for certain material grades.
- 150 ksi minimum tensile strength material is too strong for Portland Bolt to roll thread.
- A325 and A490 structural bolts cannot be produced with a reduced body diameter.
- In rare wood applications where shear strength is the critical requirement, bolts with a full sized body may be required.
Cut Threads
Cut threading is a process by which steel is cut away, or physically removed, from a round bar of steel to form the threads. A 1″ diameter bolt, for example, is produced by cutting threads into a full 1″ diameter body of the bolt.
Advantages of Cut Threading
- Few limitations with regard to diameter and thread length.
- All specifications can be manufactured with cut threads.
Disadvantages of Cut Threading
- Significantly longer labor times means higher costs.
| Coarse Thread | Rolled Thread Stock Weight | Cut Thread Stock Weight | Weight Savings % | ||
|---|---|---|---|---|---|
| Size | diameter, in. | lb. per ft. | diameter, in. | lb. per ft. | |
| 3⁄8" - 16 | 0.330 | 0.291 | 0.375 | 0.376 | 22.6 |
| 1⁄2" - 13 | 0.445 | 0.529 | 0.500 | 0.668 | 20.8 |
| 5⁄8" - 11 | 0.562 | 0.843 | 0.625 | 1.043 | 19.2 |
| 3⁄4" - 10 | 0.680 | 1.235 | 0.750 | 1.500 | 17.7 |
| 7⁄8" - 9 | 0.797 | 1.696 | 0.875 | 2.044 | 17.0 |
| 1" - 8 | 0.912 | 2.221 | 1.000 | 2.670 | 16.8 |

Hi,
Is it possible to roll an internal thread? If not what thread should have the nut that goes on the bolt? A cut thread would be fine?
@Dorin- Internal threads are typically tapped with a thread cutting tap. We haven’t ever heard of an internal thread being roll formed and are not sure if it is possible.
Anybody have any experience in roll threading a super fine thread like #10-48? It is a very uncommon thread size and I have concern that fine of a thread is nearly impossible to roll properly.
Hi everybody, does anybody have any details regarding the difference on the metallography, if any, between thread rolling and thread cutting when the material surface is contaminated. I am wondering how contamination on the surface of material will behave when you thread roll rather than thread cut. With thread cutting you would be expecting to be removed since material is removed (depending on the depth of contamination of course so the crest still shows contamination but the root does not.), but with the thread rolling you are displacing the material therefore the contamination of the surface will still remain (visible in both and crest and root)?
The article is very attractive because it gives true and insightful information regarding the rolled vs cut threads bolts. I loved reading this article. They are must read for many. This article is a good one to look at. I like how you have researched and presented these exact points so clearly.
I know that rolled threads have greater fatigue resistance than cut threads, but how much? Also, is it possible to get cut threads with UNJ threads? I have heard they are also better in fatigue. Any information you have about the fatigue life would be great.
My specific application is a 3//4″ stud with threads at both ends, that is utilized to 79 percent of the allowable.
@Herb- Rolled threads are typically more durable due to the formed nature of the threads and the work hardening that can occur during the forming process. We do not have any fatigue specific test results, only simple strength tests. We also do not have any fatigue data on UNJ threads.
A Dayton Superior #7 rebar D-106 weldable half coupler has 1″-8 UNC threads
according to the manufacturer. Would 1″ dia. F1554 fully threaded rod work with this coupler? Also, was a little confused why a #7 bar (7/8″ dia) works with 1″-8 UNC threads as shown in Dayton’s manual.
What other weldable couplers are you aware that have compatible threads and the required strength for F1554 fully threaded rod (Gr 36, 55, or 105)? We like to shop weld couplers to embed plate vs welding a bar to plate in the field; that way all contractor has to do is properly screw rod into coupler when installing embed in the field.
Alan
@Alan- It appears that the Dayton D106 coupler works by welding one end to the rebar, then threading a UNC bolt into the other end. That differs from most couplers we sell where each end is threaded. We can supply weldable couplers for both F1554 grade 36 and 55 upon request. Weldable G105 couplers are not possible due to the heat treating process that the high strength couplers need to go through in order to achieve the high strength needed to couple G105 rods.
Caterpillar trained us that rolled threads keep the grain in tact for added strength as opposed to cutting and disturbing the grain. Is there any truth to this?
@Bob- Yes, the roll threading process deforms the grain instead of cutting it, resulting in a slightly stronger thread.
If I’m ordering F1554 fully threaded bar or anchorbolts in gr 36, 55, or 105, what is the default thread pitch that is typically used ie: UNC or 8UN? I assume you could specify any of the three pitches (UNC, UNF, or 8UN) but at additional costs?
What about A325 or A490 bolts?
@Alan- The default thread pitch for F1554 is UNC. Special thread pitches can be supplied, but they would be specials and therefore a bit more expensive. For A325 and A490 bolts, UNC is the only permitted thread series.
Thanks a lot you have shared a nice information
I just wanted to thank you for this great and concise write-up. I’ve shared it with many of my friends and colleagues!
Will the use of an air impact hurt the rolled thread bolt? I have someone who claims that you never use an impact on rolled threads.
@Donald- we are not familiar with that problem. Virtually all mass produced fasteners and studs are rolled threads, so I would doubt that it is much of a problem. In fact, rolled threads are typically stronger and more durable than their cut thread counterparts.
I have an existing 1″ dia. ASTM F1554 Gr. 36 anchor bolt with rolled threads and a body dia, of 0.92″. The anchor was cut off for removal of equipment. Can new UNC threads be cut into it for use with a Heavy Hex coupling and new anchor bolt extension?
@David- No, with the reduced body, there is not enough steel to cut full UNC threads into the bar.
10 millimetre 1 . 25 mm. needed. any luck. high tensile stainless . about a foot length.
@Alan- We are sorry, but we do not carry any metric fasteners.
What is the spec.to see microstructure of rolled thread
@Jaspreet- We are unaware of any micro-structure standards for rolled threads.
We have a problem with loose fitting stud and nut. How would a rolled stud be properly married to the respective nut?
@Jim – If both the nut and the stud are made with class 2 threads as is normal, there should be a slight wiggle when assembled, but it should not be significant. If one or both of the components is out of tolerance, then the wiggle could be substantial and render the assembly unusable. You will need to use a thread gauge or go-no go gauges to find out if one or both of the components are out of tolerance.
What are the diameter tolerances for rolled threaded machines from 3/8″ to 1″ bolts?
@Bernie- We’d need to know which specific dimensions are you inquiring about.
very userful information. thanks a lot
Rolled threads have documented fatigue life much better than cut threads. if you ever take the head bolts off your car engine, all head bolts have rolled threads, reduced shanks. The auto industry is 100% clear on this. Rolled threads have superior fatigue life in tension application.
It may be you don’t have that kind of loading situation. Cut threads are convenient, and for shear strength give results based on shank area. Rolled threads do not help for bolt shear or bending.
I also appreciate Portland Bolt putting out their information so clearly. Thanks.
Dear sir,
I need to make a thread rolling for size M42x4.5P
would you please give the detailed nominal dia size (Raw material)for making this thread.
@Bikash – Thank you for your question, but we do not deal with metric threads, so I do not have that information. Apologies.
To clarify my earlier comment, the following is true at least for metals (but please verify before relying on it!): when two parts in contact are made up of same material and matching surface, the smoother they are, the GREATER, not lesser, their resistance to motion with respect to each other.
Proper lubrication of course reduces the friction.
Many webpages claim that rolled threads are preferable to cut threads from the point of view of galling. (because rolled thread fasteners are smoother.)
you contradict yourself.
“Since the thread dimensions of a cut thread and rolled thread fastener are identical, there is absolutely no difference in strength”
“Because a roll threaded bolt has a smaller body diameter, it weighs less than its full bodied counterpart”
“In rare wood applications where shear strength is the critical requirement, bolts with a full sized body may be required”
Which is it, are they the same size and strength or not? Actually, I think I figured it out. They aren’t and even though you are trying to claim that doesn’t effect strength you are admitting it does. So, why try to mislead me in the first place?
@Doug – Apologies for any confusion, we are of course not trying to mislead. The dimensions of the threads, which is the weakest point, is the same for roll or cut thread fasteners. The unthreaded portion of the bolt will be smaller for roll threaded products, which is only usually an issue in shear applications. In tension applications, which are more common for anchor bolts, the smaller shank is not a factor, it is the thread that determines the strength.
In cases where threads are rolled on A 354 BD anchor rods after heat treatment, is induction heating used during the thread rolling process?
Do you use the same thread ring gage to check both rolled and cut threads?
@Rob Shelton – Yes, the thread geometry is the same regardless of the forming method, so the same ring gauges can be used on both.
For A490 and A354 BD bolts with rolled threads, are the threads rolled before or after heat treatment?
@Herb Townsend – For smaller (1-1/4″ diameter and smaller), mass produced bolts, the threads are usually rolled prior to heat treatment. Most off the shelf fasteners will fall into this category. For short-run specials, it will vary by manufacturer, and will also vary depending on the configuration of the bolt. For example, an A354BD anchor bolt may be produced differently than an A490 headed bolt.
May I ask you one question?
I am currently looking at NAS1581K bolt and cannot find which thread type (rolled thread or cut thread) is applied at this bolt. I looked at bolt specification and other references. Could you please help me out? Is there a way to distinguish between two types?
@Jee – Most small screws and mass produced bolts are roll threaded. I don’t know if there is an easy visual way to tell, especially on those smaller items. You may need to contact the manufacturer to obtain that information.
Hi Jee,
I am looking for the NAS1581K bolt.
Can you advise who you were able to procure these thru?
Not sure why the “K” is difficult to find.
Thanks!
can rolled threads be applied to piping as well?
@Steve Cottle – We do not thread pipe, so we are not sure if there is a method of roll threading pipe ends or if they are always cut threaded.
Hmm… In some engineering papers in Europe it has been alleged that rolled threads are much stronger & more reliable than cut threads.
It has especially been mentioned after some small aircraft in Europe has had catastrophic engine/ propeller failure.
What is your opinion?
@CharlieK – This FAQ explains our position as well as I could. Roll threading has the added benefit of work hardening the material, so yes, rolled threads should be slightly stronger, however I do not have any lab tests to determine exactly how much.
I have some cut threads that accept the No-Go gage and fail inspection. Manufacturing is wanting to repair the threads by roll forming the threads after they have been cut. Is this a acceptable rework method, and does any specification govern this?
@Mike – I am not aware of any specification that governs reworking threads. Most bolt specifications allow cutting, rolling, or grinding to initially form the threads, so I don’t see why a combination of those methods could not be used. As long as the final product meets the specified thread geometry, you should be able to do that.
I am looling for big threads size M155.3 and M300.4 so anyway can you please help me, or some where I can look for it.
Thank you and have a good day.
John
@John – Sorry, but we do not do any metric threads, nor anything quite that large. I am not sure where to send you for those items.
is this possible to threading Rod with 55 mm Diameter according to 2 1/2″ heavy Hex Nut (Ansi B18.2.2) or not?
is there any Exfoliation chance after assembling?
In order to get a full thread engagement, the starting material needs to be 2-1/2″ in diameter, or in metric, 63.5mm. Otherwise you run the risk of the rod not being able to develop the full strength needed. I am not familiar with the term exfoliation in regards to fasteners.
Can anybody tell me what the allowable cumulative error in the pitch of a threaded rod is?
(For example a M6 x 1 threaded rod is 100 mm long. What is the rod allowed to measure from the first thread to the last thread? Is there an ASTM or ISO that dicusses this?) Thanks.
@Christopher Piasecki – I am not aware of any standards that address the length tolerances of studs, ASTM, ISO or otherwise. I would hypothesize that individual industries have acceptable tolerance standards, i.e. aircraft may need tighter standards than construction or the petrochemical industry. I am familiar with ASME which covers length tolerances for bolts and screws, but those vary based on grade and size.
I have a mass production component which has to be thread rolled on one side, a shaft of 30 mm length. The other side is a flange with holes which can be used for clamping and/or locating the job. If I clamp all jobs in same position, in a particular orientation, will thread rolling ensure common point of start of thread in all the components?
background: After thread rolling, I drill 2 split pin holes at 45 degrees to the axis and 90 degrees between them. The locking nut which has to be locked has slots through which locking pin is inserted. I am having a mismatch in the angular location of hole and the slot in nut. thats the problem. any help?
@Pratyush – Apologies, but Portland Bolt does not have the engineering expertise to properly answer application specific questions like this.
please let me know the basic diameter used for M16, in thread rolling machinem
@akhil Unfortunately, this question is beyond our expertise as we only manufacture bolts with Imperial dimensions.
My company bought US$200,000 worth of 16mm to 24mm rolled anchor bolts from a supplier in China.
Our engineer claims that the narrower shank (in the case of 20mm goes down to 18.3mm) will not comply with ASTM standards. Is he correct? as I understand that the narrower diameter will have no adverse effect mechanical properties. Note we use our anchor bolts for Pre Engineered Buildings.
Your expert advise will be appreciated. Rgds Barry
Great Info! Thank you, I use alot of B7 Studs in the water utility industry and this just enlightened me. Any info in the future is much appreciated. Thanks, Jim
Does a rolled thread fastener become weaker than its equivalent cut thread fastener when cut to a shorter length?
@Freddy Keener – Cutting the threaded portion of the bolt won’t have any effect on the strength of the bolt. The only factor to worry about in a situation like that is that you leave the amount of thread needed to achieve minimum thread engagement.
why don’t you roll thread anything over 150KSI??
Is there a visible difference between rolled and cut threads? I’ve heard that it may be possible to tell based on the curvature of the thread root, but I can’t find a source anywhere that says so either way.
If you’re stating that A325 bolts should not be roll threaded. What is you opinion on roll threading non-head A449 bolts and A449 fully threaded studs?
ASTM allows full body A325 bolts to be roll threaded. However, reduced body roll thread, which is the process that Portland Bolt uses and is the topic of this article is not allowed. ASTM states that A325 and A490 structural bolts must meet the dimensional tolerances of ANSI 18.2.6 that would not allow the use of reduced body pitch diameter material. For A449 fasteners it references ANSI 18.2.1 for the dimensional tolerances. This specification allows a reduced body diameter to be used if the manufacturer and purchaser agree. Since the reduced body pitch diameter material is between the major and minor thread dimensions, it is usually allowed for most applications.
WHY IS PORTLAND BOLT LIMITED TO A MAXIMUM 1″ DIAMETER” I WOULD THINK IN THE CONSTRUCTION TRADE, BOLTS CAN GET UP TO 2 1/4″ IN DIAMETER..i.e TRAFFIC SIGNAL POLES.
Portland Bolt has two methods of threading bolts. Roll threading is mainly limited by diameter (up to 1″) and material grade restrictions. This is a very fast way of threading large quantities and produces a very cost effective bolt. Cut threading is primarily used for bolts over 1″ up through 6″ in diameter, high strength fasteners, and smaller manufacturing runs. Since we have two threading options, the most effective method is selected for each order, saving customers time and money. We specialize in large non-standard anchor bolts for the light pole and traffic signal industry.
The shank diameter of bolts connecting timber components can be critical. Bending strength in longer bolts may control the capacity of the connector. A .912” diameter bolt through a 10 ¾” timber member would have ~18% less load capacity than a 1.000” diameter bolt. Rolled thread bolts should not be used in timber systems unless done so with the blessing of the designer/specifier.
Bolt design equations can be found ANSI/AF&PA NDS-2005, Part 11.3.
Thanks for adding your expertise, Doug. You are correct no one should ever make changes to specifications without the engineer’s approval. An elaboration on note 5 under “Disadvantages of roll threading” briefly talks about this concern. We don’t have any engineers on staff and always recommend that they be consulted before any changes are made.
What is “pitch diameter”? What are the material diameters before threading for “strandard” sizes? Is there such a thing as a “handy dandy” chart/table? I run a service as “ask the metallurgist” for my firm and get asked quite often. thank you, JG
Darrell » I’m not familiar with the specification you reference in your question. Our knowledge is focused on construction fastener products and it sounds like this may be out of the scope what you’re researching. All roll thread product we provide are externally threaded. If you are not able to find an answer can I run this by operations manager.
I know you can make an acceptable external thread per ASE AS8879, but is this also true for an internal thread? The ones I’ve seen have the appearance of being double thd’d.,lacking material streangth near the pitch line.
Thanks for posting the helpful link, Terence.
For additional technical information on anchor bolts (roll vs. cut), please see DSA IR 22-2 at https://www.documents.dgs.ca.gov/dsa/pubs/IR_22-2_revised_11-01-07.pdf